
ISO Certifications for the Manufacturing Industry

The manufacturing industry remains a pillar of industrial development, with innovation, quality, and operational integrity at the top of its agenda. With business growth and changing customer expectations, compliance is increasingly important. ISO certifications provide a framework of structured requirements to enable manufacturers to achieve these expectations and set the foundation for long-term success. From small component fabricators to large-scale industrial manufacturers, implementing ISO standards builds a foundation for continual improvement and global competitiveness.
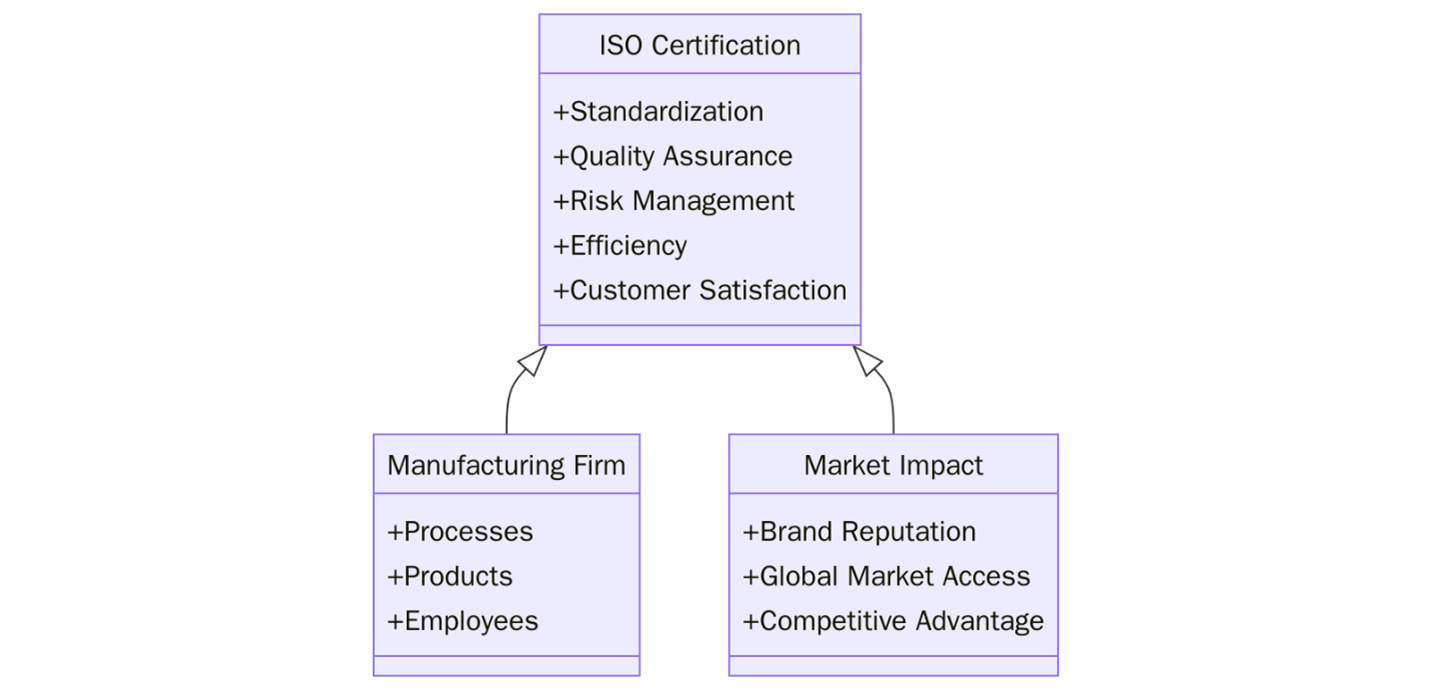
Obtaining an ISO certification is a declaration that your people, products, and processes measure up to global accepted quality standards. From quality control to environmental sustainability, ISO standards set the tone for improvement that resonates across all departments of a manufacturing organization.
For more information on becoming certified, write to support@pacificcert.com.
Why ISO Certifications are important for Manufacturing Sector?
Manufacturing businesses are under growing pressure to provide consistent products while keeping costs down and reducing risk. ISO certifications help achieve these objectives through providing systems that increase process effectiveness and bring operations into line with international standards. Businesses adopting ISO standards enjoy the virtues of an uncomplicated operational framework, reduced production faults, and enhanced transparency in supply chains.
Certifications also prove to regulators, customers, and business partners that your enterprise cares about compliance, safety, and sustainability. This also creates opportunities within competitive markets where certification is a requirement.
Applicable ISO standards for the Manufacturing Industry
Manufacturing organizations face a wide range of operational safety challenges. ISO standards provide a structured framework to address these challenges while enhancing efficiency and customer satisfaction. Below are the most relevant ISO standards for manufacturers, each serving a specific purpose in improving processes and safety:
ISO 9001:2015 – Quality Management Systems
Focuses on process standardization, product consistency, and customer satisfaction; widely adopted across all manufacturing sectors.
ISO 14001:2015 – Environmental Management Systems
Helps manufacturers manage environmental responsibilities, reduce waste, and comply with environmental regulations.
ISO 45001:2018 – Occupational Health and Safety Management Systems
Ensures safe working conditions, reduces workplace risks, and demonstrates commitment to employee health.
ISO 50001:2018 – Energy Management Systems
Improves energy efficiency and reduces operating costs through structured energy performance monitoring.
ISO/IEC 27001:2022 – Information Security Management Systems
Protects manufacturing data, intellectual property, and industrial control systems from cyber threats.
ISO 31000:2018 – Risk Management Guidelines
Provides a structured approach for identifying and mitigating operational, safety, and strategic risks.
ISO 13485:2016 – Quality Management Systems for Medical Devices
Required for manufacturers of medical devices; aligns with regulatory requirements and product safety.
IATF 16949:2016 – Automotive Quality Management System
Essential for manufacturers and suppliers in the automotive sector; integrates with ISO 9001 for advanced product traceability and defect prevention.
ISO 22301:2019 – Business Continuity Management Systems
Ensures manufacturing resilience by preparing for and responding to operational disruptions.
ISO 28000:2022 – Security Management Systems for the Supply Chain
Assists in securing global manufacturing supply chains and mitigating logistics-related threats.
What are requirements of ISO Certifications for Manufacturing Industry?
Producers pursuing ISO certifications are required to develop documented systems that accurately represent the clauses of the applicable standard. This normally entails establishing operating manuals, performing internal audits, training staff, and incorporating risk assessment into routine operations. After developing the systems, compliance is ascertained through a third-party audit. Below are the key requirements to fulfill:
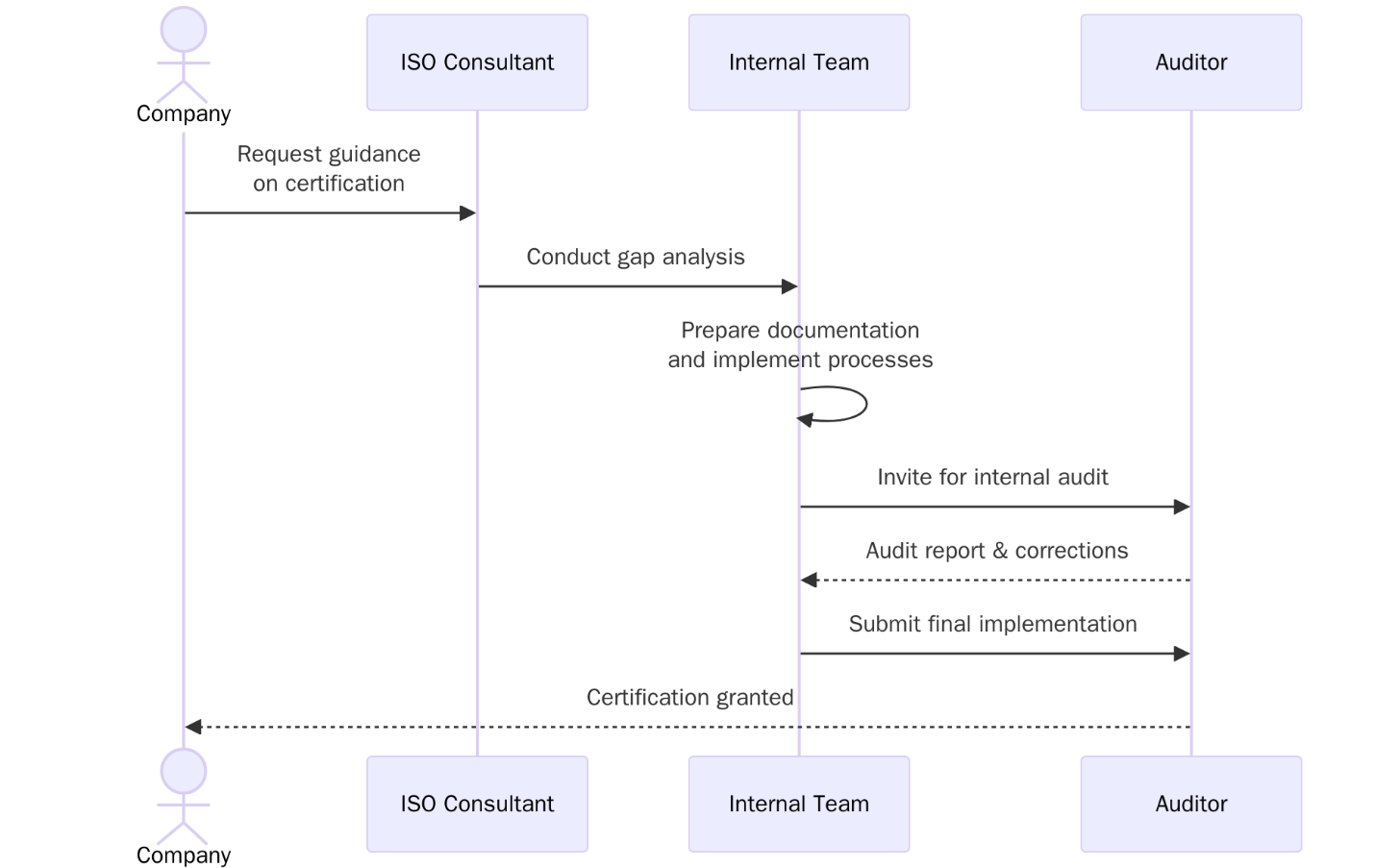
- Conduct initial gap analysis against chosen ISO standard requirements
- Review existing processes, policies, and documentation for conformity and identify non-conformities and areas needing improvement
- Prepare a detailed gap analysis report with corrective recommendations
- Define the scope of the management system applicable to manufacturing operations
- Establish or update quality, environmental, or safety policies as needed, develop documented procedures, SOPs, and control mechanisms
- Assign responsibilities and form an internal implementation team
- Train staff and key personnel on ISO standard requirements and procedures
- Implement new processes or update existing ones to meet compliance criteria
- Conduct internal audits and management review meetings to verify system effectiveness and compliance
- Select an accredited third-party certification body and submit application for certification audit with necessary documentation
- Undergo Stage 1 audit to evaluate documentation and preparedness
- Undergo Stage 2 audit to assess implementation across operational areas
- Respond to any findings from the certification audit with corrective actions
- Receive ISO certificate upon successful audit closure and approval
- Begin annual surveillance audits to maintain certification validity
To know more about the applicable requirements specific to your industry contact us at support@pacificcert.com.
Benefits of ISO Certifications for Manufacturing Industry
Manufacturing firms that become ISO certified realize quantifiable gains in several areas. Operationally, it encourages uniform processes and eliminates waste, resulting in cost savings. Strategically, certification builds brand credibility and sets the firm up for bigger contracts. Below are the benefits:
- Enhances product quality and builds trust with customers through reliable and repeatable outcomes.
- Improves efficiency and reduces process wastage, leads to streamlined workflows and better resource use.
- Boosts eligibility for government tenders and export contracts
- Strengthens regulatory and statutory compliance mechanisms.
- Increases workplace safety and reduces the likelihood of accidents and promotes a proactive safety culture and lowers compensation claims.
- Reduces production costs through leaner systems and less rework.
- Builds brand credibility in both domestic and international markets as certification acts as a mark of quality and professional competence.
- Encourages continuous improvement through periodic reviews. Drives innovation and performance enhancements over time.
- Enhances risk management with structured assessment processes, identifies potential disruptions and ensures smoother recovery.
- Facilitates integration of multiple ISO standards into one system, reduces redundancy and simplifies internal audits and reporting.
- Aligns manufacturing practices with environmental responsibilities and supports waste reduction and sustainability goals.
This year, the manufacturing industry is evolving quickly in response to trends resulting from digitalization, sustainability requirements, and changing trade policies. Pressure from regulation has rendered certifications like ISO 14001 and ISO 50001 more pressing than ever. As businesses become digitized, ISO 27001 is of growing importance for safeguarding intellectual property and key infrastructure.
Medical and healthcare supply chain manufacturers are seeing an increase in ISO 13485 certifications as a result of stringent regulation monitoring. Similarly, resilience and continuity planning, promoted by ISO 22301, have also become strategic imperatives in the face of global supply chain disruptions. ISO certifications are becoming a norm in an industry.
ISO Certification trends in Manufacturing – 2020 vs. 2025
Between 2020 and 2025, ISO certification trends in the manufacturing industry have evolved significantly. In 2020, certification efforts were largely compliance-driven, primarily to meet supplier requirements and regulatory obligations. The certification process was heavily manual, with site-based audits and extensive physical documentation.
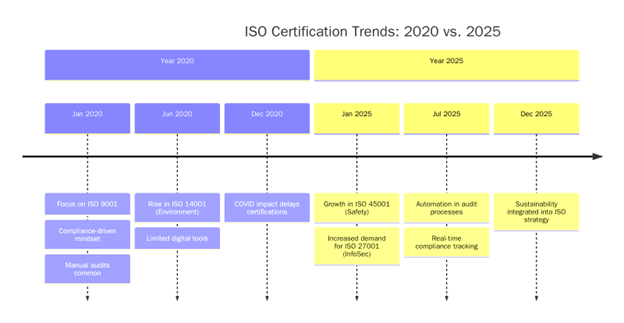
By 2025, the approach has become more strategic and technology-driven. Manufacturers are increasingly adopting remote audits, AI-supported compliance tools and digital documentation systems to streamline certification. There is a marked shift toward sustainability and resilience. The table below shows the growth and the trends:
ISO Standard | 2020 Adoption Rate (%) | 2025 Projected Adoption Rate (%) | Key Driver |
ISO 14001 | 45% | 68% | Sustainability Regulations |
ISO 50001 | 30% | 55% | Energy Efficiency Mandates |
ISO 27001 | 40% | 70% | Digitalization & Cybersecurity |
ISO 13485 | 28% | 60% | Medical Sector Regulation |
ISO 22301 | 15% | 48% | Supply Chain Continuity Needs |
How Pacific Certifications Can Help?
Pacific Certifications, is an ABIS accredited certification body. We collaborate with manufacturers to provide independent and accredited ISO certification services. We conduct audits based on the chosen ISO standards and lead organizations through the certification process professionally and ethically. Our work is to assess current systems and verify that they comply with the requirements of international standards.
Our services include:
- Third-party ISO audits and certification for a wide range of standards including ISO 9001, ISO 14001, ISO 45001, ISO/IEC 27001, ISO 50001 and more
- Lead Auditor and Lead Implementer training programs delivered by qualified professionals, aligned with the latest ISO versions
- Integrated management system audits for organizations seeking multiple certifications in a single streamlined process
- Support in defining audit scope, planning assessments, and ensuring readiness for certification and surveillance audits
- Fast and transparent certification process with no hidden charges, post-certification support for surveillance and recertification
- Training with practical exposure, case studies, and certification exam assistance for professionals aiming to become certified auditors or implementers
For any further questions or to start your ISO journey, email us at support@pacificcert.com.
FAQ: ISO Certifications in the Manufacturing Industry
What ISO standard should a manufacturing firm begin with?
ISO 9001:2015 is usually where one begins since it establishes the building block for quality management of all processes.
What is required for ISO certification?
Typically, organizations need documented policies, standard operating procedures, audit records, risk assessments, training records, and management review information.
How long does the process take?
The certification process is usually between two and four months, depending upon the organization’s size and readiness.
Do they need to be re-certified?
Yes. Organizations are required to undergo annual surveillance audits and a complete recertification every three years after the initial certification.
What kind of support does Pacific Certifications offer during the certification process?
We offer unbiased audit services, evaluate documentation, and check for compliance with the standard. We don’t offer consulting services so that our certification process can remain objective.
Ready to get ISO certified?
Contact Pacific Certifications to begin your certification journey today!
Suggested Certifications –
Read more: Pacific Blogs


