
What is ISO 15378?
ISO 15378 specifies the requirements for a quality management system where an organization needs to demonstrate its ability to provide primary packaging materials for medicinal products that consistently meet customer and applicable regulatory requirements. This standard combines ISO 9001:2015 quality management principles with specific Good Manufacturing Practice (GMP) requirements relevant to the pharmaceutical and healthcare sectors.
It is intended for manufacturers of primary packaging materials used for medicinal products such as glass vials, plastic containers, rubber stoppers, aluminum seals, blister packs, and tubes. The standard ensures that packaging materials meet quality expectations and also comply with safety and hygiene standards critical for protecting drug integrity.
For certifictaion or audit support, contact us at support@pacificcert.com
Scope and Applicability
ISO 15378 is applicable to any organization that manufactures, supplies, or distributes primary packaging components used in the pharmaceutical industry. This includes:
- Packaging material producers (glass, rubber, plastic, aluminum)
- Component manufacturers used in direct contact with pharmaceuticals
- Contract manufacturers and converters
It applies to all stages of the supply chain where product integrity, sterility, and traceability are essential to patient safety and regulatory compliance.
What is the Certification Process of ISO 15378?
ISO 15378 is a certifiable standard. The certification process typically involves:
- Gap analysis against ISO 9001 and GMP-based requirements
- Implementation of a documented quality management system
- Risk-based thinking and GMP-oriented process control
- Training of personnel on pharmaceutical hygiene and traceability
- Internal audits and management reviews
- Certification audit by an accredited third-party body
Upon successful audit, a certificate is issued for three years, with surveillance audits conducted annually. Pacific Certifications supports organizations in the full certification journey from planning to audit readiness, contact us at support@pacificcert.com to get started!
How to Implement ISO 15378 in Your Organization?
- Conduct a gap assessment to evaluate your current QMS against ISO 15378 requirements.
- Define the scope of primary packaging operations, covering design, production, storage, and delivery.
- Implement GMP-based controls including cleanliness, cross-contamination prevention, and batch traceability.
- Develop and document quality procedures, SOPs, and hygiene protocols.
- Train employees on QMS, GMP principles, and regulatory expectations.
- Perform internal audits, implement corrective actions, and engage a certification body.
Documentation Required
- Quality Manual aligned with ISO 9001:2015 and GMP principles
- Standard Operating Procedures (SOPs) for critical processes
- Batch records, traceability logs, and lot coding systems
- Risk assessment and mitigation plans (e.g., HACCP where applicable)
- Cleaning, pest control, and contamination prevention records
- Supplier qualification and audit reports
- Validation protocols for critical processes
Eligibility Criteria
Organizations eligible for ISO 15378 include:
- Primary packaging producers for pharmaceuticals
- Suppliers of direct-contact packaging components for injectable, oral, or topical drugs
- Contract packaging providers working in regulated healthcare sectors
The standard is suitable for small, medium, and large enterprises serving local or global pharmaceutical clients.
Certification Costs
The cost of ISO 15378 certification depends on:
- The size and complexity of packaging operations
- Number of product lines and manufacturing shifts
- Existing ISO 9001 certification status
- Level of GMP integration and compliance readiness
- Training and validation needs
We recommend starting with a scope definition and gap audit to estimate implementation and audit costs, ask for support at support@pacificcert.com!
Certification Timeline
Week | Key Activities |
Week 1 | Conduct gap analysis and define QMS scope |
Week 2 | Develop GMP-compliant SOPs and quality documents |
Week 3 | Implement risk management and traceability systems |
Week 4 | Train employees and validate critical production and cleaning processes |
Week 5 | Conduct internal audit and management review |
Week 6 | Undergo certification audit and close any non-conformities |
What are the Requirements of ISO 15378?
ISO 15378 builds upon ISO 9001:2015 by adding GMP-specific controls, including:

- Contamination Control: Measures to prevent cross-contamination and ensure hygienic production.
- Traceability: Lot-level tracking from raw materials through to dispatch.
- Risk Management: Risk-based process design and monitoring aligned with GMP and ISO 9001 clauses.
- Personnel Hygiene: Requirements for clothing, handwashing, training, and health monitoring.
- Validation of Critical Processes: Cleanroom procedures, equipment cleaning, and sterilization must be validated.
- Change Control and Deviation Management: Systematic handling of changes and deviations with documented approval.
- Customer Complaint Handling and Product Recall: Robust procedures for market surveillance and issue resolution.
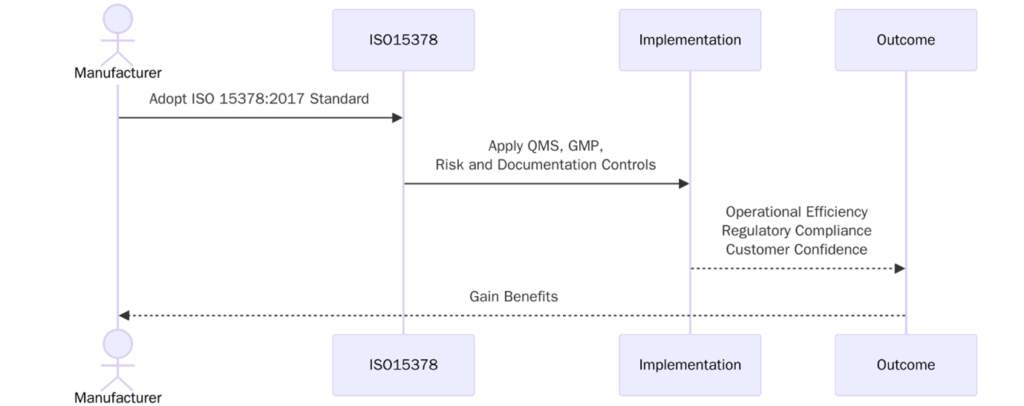
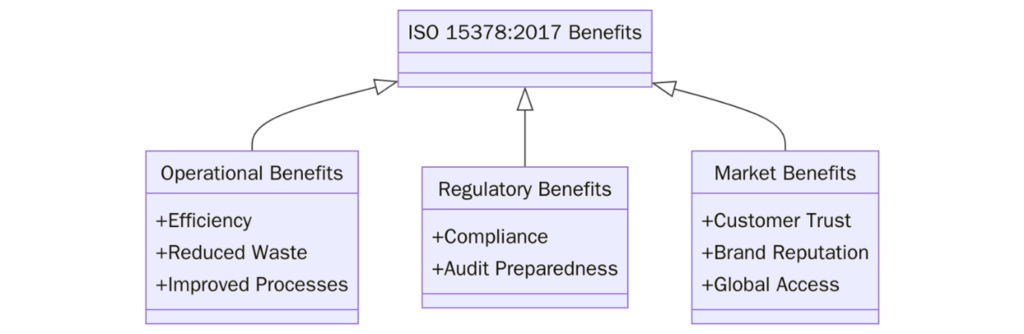
What are the Benefits of ISO 15378?
- GMP Compliance: Aligns packaging production with global pharmaceutical GMP expectations.
- Customer Trust: Demonstrates capability to produce packaging that protects drug efficacy and safety.
- Operational Efficiency: Reduces waste, rework, and recalls through validated processes.
- Market Access: Facilitates supplier qualification for pharmaceutical manufacturers globally.
- Risk Reduction: Enables early identification and control of contamination and process risks.
- Audit Preparedness: Simplifies preparation for regulatory inspections and customer audits.
- Integration Friendly: Can be implemented alongside ISO 13485, ISO 9001, or ISO 14001.
Global demand for pharmaceutical packaging is expected to exceed $150 billion by 2030. As regulatory scrutiny increases, especially in EU, U.S., and WHO-compliant markets, packaging suppliers are required to adopt systems that ensure product quality and traceability.
ISO 15378 is recognized by major pharmaceutical companies and regulatory bodies as evidence of GMP adherence. It is increasingly being adopted by emerging-market suppliers aiming to qualify for international pharma supply chains.
With serialization, anti-counterfeit measures, and sustainability goals rising, ISO 15378 is often integrated with data traceability tools and environmental management systems.
How Pacific Certifications Can Help?
We at Pacific Certifications provide comprehensive services for ISO 15378 certification, including:
- Initial readiness and gap assessments
- GMP-focused documentation development
- Training on ISO 9001 and GMP integration
- Internal audits and CAPA system implementation
- Pre-certification and surveillance audit support
Our expertise spans packaging for injectables, tablets, topicals, and biosimilars. Whether you’re a startup or a global supplier, we can guide you through certification and compliance.
Contact us at support@pacificcert.com to begin your ISO 15378 journey!
FAQ on ISO 15378
Is ISO 15378 certifiable?
Yes, it is a certifiable standard and is often required by pharmaceutical clients.
Does ISO 15378 replace ISO 9001?
No. It builds on ISO 9001 with additional GMP-specific requirements for pharmaceutical packaging.
Is ISO 15378 mandatory?
It is not legally mandatory but is often required in supply contracts or tender qualifications.
Can it be integrated with ISO 13485 or ISO 14001?
Yes. ISO 15378 shares structure with ISO 9001 and can be integrated with other management systems.
What is the difference between ISO 9001 and ISO 15378?
ISO 15378 certification is an internationally recognized standard that merges ISO 9001:2015 with the GMP requirements relevant to primary packaging material.
Ready to get ISO 15378 certified?
Contact Pacific Certifications to begin your certification journey today!
Suggested Certifications –
Read more: Pacific Blogs





